有限会社共同ガス圧接 事業内容
手動ガス圧接に関して

ガス圧接継手は、鉄筋端面同士を突合せ、軸方向に圧力を加えながら、突合せ部分を、酸素・アセチレン炎で加熱し、接合面を溶かすことなく赤熱状態にし、膨らませて接合するガス圧接継手工法。
A級継手手動ガス圧接に関して

A級継手:強度剛性に関してほぼ母材並みであるが、その他に関しては母材よりやや劣る継手。
機械継手や溶接継手については、平成3年の建設省通達 (特殊な鉄筋継手の取扱いについて)のなかに定められた鉄筋継手性能判定基準に基づいて(財)日本建築センタ-の審査を受け、性能がSA級継手或いはA級継手として判定された継手は応力の大きい部分への使用が認められています。
これに対し、ガス圧接継手については、昭和32年以来、建設省住宅局より母材と同一強度であると認められており、平成3年通達の対象外でありました。そのため、特殊継手の性能判定基準の適用を受けない代わりに、応力の大きい部位への使用が制限される結果となっております。
しかし、建築基準法の改正に伴い、「平成12年建設省工事第1463号 鉄筋の継手の構造方法を定める件」が制定され、ガス圧接継手、機械式継手、溶接継手が同等の扱いとなりました。
高分子天然ガス圧接に関して

鉄筋端面にPSリングを挟みこんだ後、軸方向に圧力を加えながら突合せ部分を、酸素・天然ガス炎で加熱し、接合面を溶かすことなく赤熱状態にし、膨らませて接合する高分子天然圧接継手工法。
CB工法に関して
CB工法とは、セラミック製の裏当て材を持ちいたエンクローズ工法
溶接作業後に裏当てが外れ、目視による溶接部の外観検査が可能
CB工法の特徴は以下5つ
1:信頼性の高い継手性能
建設大臣認定(評定)建設省住指発第643号-2にてA級継手を取得
2:作業性の良い継手形状
圧接のように鉄筋を引き寄せることがないので、継手施工後の調整が不要
また、裏当て材が完全に除去出来るので、せん断補強筋の配筋等、次工程が非常にスムーズ
3:安心出来る品質管理
溶接後に裏当て材を除去出来るため、溶接部の外観検査(VT)と超音波探傷検査(UT)が容易に行なえる
このため、安定した品質が確保でき、綺麗で高品質な溶接継手の外観
4:スピーディーな溶接作業
鉄筋にCBセラミックスの裏当てをセットするだけで溶接作業が出来るため、狭所でも容易に行なえる
I形狭開先の半自動アーク溶接によりスピーディーな作業が可能
5:可能性の広がる施工方法
CB工法は圧接のように鉄筋同士を引き寄せることがないので、既存建物からの打継やPCa工法、先組工法に大して非常に有効
また、継手位置は圧接のように千鳥配筋(半数継手)をせずに芋継ぎ(全数継手)で接合することが可能
(ただし、ヒンジゾーンは除く)
DB工法に関して
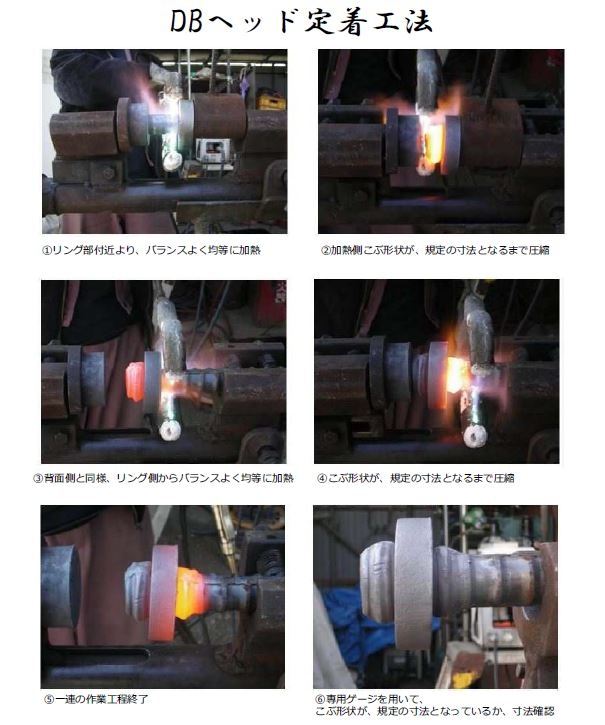
工法の手順に関しては、左図をクリックしていただきますと、
工法手順をご覧頂けます。